


Meranie & Meracie protokoly

V prípade ak zákazník požaduje po vyrobení nového alebo prebrúsení použitého nástroja protokol o kvalite nástroja, je potrebné nástroj zmerať a protokol vystaviť. Takúto službu firma STATON s.r.o. svojim zákazníkom poskytuje na požiadanie a má ju zabezpečenú kvalitnými meracími zariadeniami.

Proces CNC ostrenia je riadený systémom FANUC s vysokou
dynamikou a presnosťou brúsenia. Automatické nameranie
nástroja zabezpečuje nástrojová sonda RENISHAW, ktorá nameria
dôležité parametre nástroja.
Výsledná kvalita je kontrolovaná na 3D meracom CNC optickom prístroji Walter Helicheck a Zoller a s naostreným nástrojom je vydaný merací protokol, ktorý je možné dodať s každým nástrojom na vyžiadanie zákazníka.

Geometria reznej hrany významne ovplyvňuje životnosť a výkonnosť nástroja v procese rezania. Správne zvolený tvar reznej hrany zvyšuje odolnosť voči opotrebeniu, životnosť nástroja a spoľahlivosť procesu. Okrem toho tvar reznej hrany ovplyvňuje aj výslednú kvalitu obrobeného povrchu, čo je v dnešnej dobe dôležitý aspekt. Z toho dôvodu má sledovanie a kontrola reznej hrany zásadný význam pre operácie obrábania, pretože požiadavky modernej výroby sú vysoká produktivita a vysoká spoľahlivosť procesu obrábania.
Správna metrológia musí byť neoddeliteľnou súčasťou akejkoľvek aplikácie prípravy reznej hrany. Sme vybavený špičkovým konfokálnym mikroskopom s 3D laserovým skenovaním Keyence z rady VK-X.
Toto zariadenie umožňuje 3D meranie reznej hrany s vysokou presnosťou. Okrem samotného porovnania výsledkov prípravy reznej hrany, zachovania konzistentnosti technológie prípravy reznej hrany a jej optimalizácie pre danú aplikáciu umožňuje aj meranie charakteru opotrebenia na rezných nástrojoch a jeho analýzu.
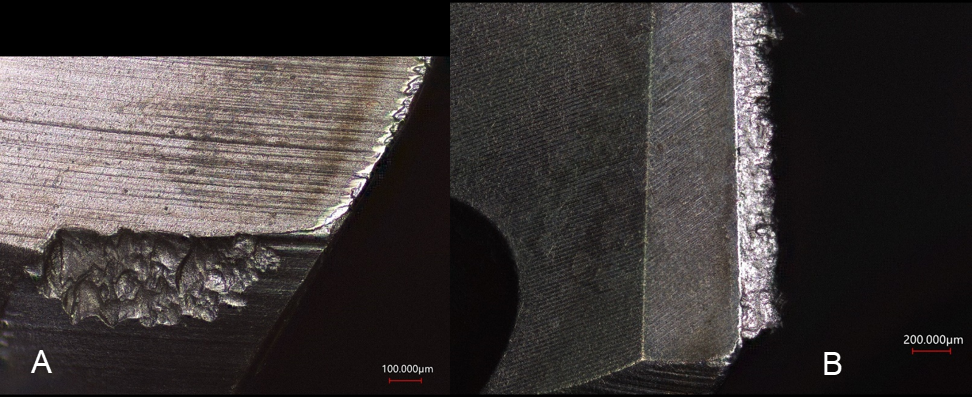
Obr.1 a) Opotrebenie fazetky vplyvom termomechanického namáhania na okraji vrtáka (zv.20x), b) Nárastok na hl.reznej hrane (zv.5x)
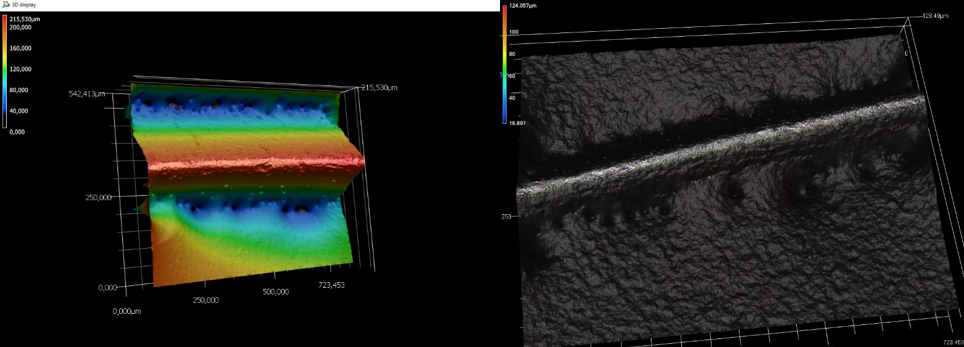
Obr. 2 3D snímka zaoblenej hlavnej reznej hrany
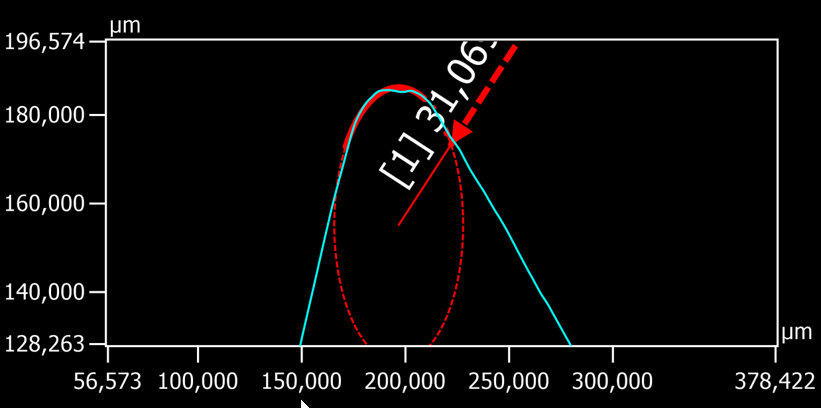
Obr. 3 Kontúra zaoblenej hlavnej reznej hrany a jej hodnota zaoblenia po povlakovaní
Kontakt
STATON, s.r.o.
Sadová 1148
038 53 TURANY, Slovensko
email: staton@staton.sk
Tel.: +421 918 320 177
Tel.: +421 43 4292362
Tel.: +421 43 4292638
Fax: +421 43 4292585
Staton s.r.o.
oceľové konštrukcie
www.statonsk.eu